DP30型单冲压片机标准操作规程
DP30型单冲压片机操作规程
制订目的 建立DP30型单冲压片机标准操作规程,保证设备的正常运行
编制人 刘雅敏 李民 审核人 董玉秀
责任人 李民 编制时间 2003年12月
1 简述
1.1 D P 30单冲压片机是吸收国外先进技术研制成功的。适用于制药、化工、食品等行业的实验室中进行将固体粉、粒状原料压制成片的工艺研究。本机具有物料利用率高、结构合理、操作方便、体积小、压力大、噪音低、片重差异小,物科的填充深度、压片的厚度均可连续调节等特点。各项技术性能己通过国家检测中心检测及国家医药局组织的部级鉴定,各项功能指标达到进口机水平,符合国家制药卫生要求。
1.2 主要技术参数
冲头数(付) l 最大产量(片/分) 60
压片直径(mm) 4~20 最大压力(kN) 30
最大片厚(mm) 8 最大填充深度(mm) 16
外形尺寸(mm)708×459×740机器重量(kg) 150
电源 AC 220V/50Hz,0.55kw
1.3 主要构造及工作原理
本机由主传动机构、压片控制机构、电器控制部分组成。其结构简图见图1、图2、图3。
主传动机构由电机、A型v带传动(电机轮,v带,皮带轮)、 齿轮传动(尼龙齿轮,大齿轮)、与大齿轮相连的主轴偏心轮组成。
压片运动机构工作时,传动机构首先起动,大齿轮每转动一转期间,大齿轮内则的外导轨内的凸轮运动时通过连杆带动料斗小车对中模进行加料后一次退出,紧接着过桥轮带动偏心轮使偏心向下运动,与偏心轮相连的导杆带动上冲进入中模与正在中模孔内的下冲一起进 行压片成形。同时大齿轮内侧的内导轨的凸轮运动时通过立轴过连杆机构带动下冲将药片项出中模,接着料斗小车对中模进行第二次加料时.先将药片推出,而下冲缩回时 中模孔内留出加料空腔。这种动作循环往复进行。药片的压力大小、重量分别可由偏心轮下的导杆、 下模轴进行连续可调。
电器控制部分工作与安全门、外罩接触的两个行程开关在闭合位置时.电路才能接通。电机采用变频调速.可以根据所压药片的质量情况随时调整压片速度。
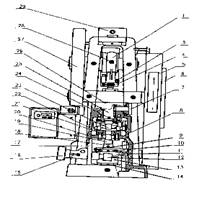
结构简图 1
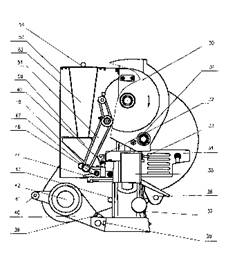
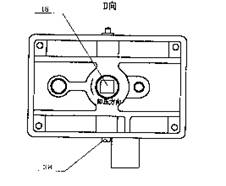
结构简图 2 结构简图 3
1偏心轮 3紧固螺栓 4齿轮轴 5皮带护罩 6手动轮 7键轴 8中模台 9调节螺母紧固螺钉 10调节螺母 11托模臂 12填充蜗杆 13填充齿轮 14橡胶垫 15填充紧固手柄 16填充手轮 17下冲紧固螺钉 18下模轴 19下冲 20中模板紧固螺钉 21中模 22中模板 23上冲 24上冲紧固螺钉 25上冲导杆 26罩 27大齿轮护罩 28油杯 29玻璃罩 30大齿轮 31尼龙齿轮 32外罩保护开关 33安全门保护开关 34安全门 35变频器 36除粉盒 37前门 38下模轴定位螺钉 39电机座紧固螺栓 40电机座 41电机座手柄 42电机 43后门 44小车 46小车摇臂 47卡簧 48连杆轴 49滑轮 50料斗 51大摇臂 52副料斗 53外罩 54副料斗上盖
注: 料斗小车是由44、46、47、48、49、50等构成的组合体
2 操作方法
2.1 模具的安装与调整:
2.1.1 旋松固定在中模板(序号22)上的3个紧固螺钉(序号20),取下中模板。
2.1.2 旋松下冲紧固螺钉(序号17),将下冲(序号19)插入下模轴(序号18)的孔中,并要插到底,下冲紧固螺钉不要旋紧。如果是圆形模具,下冲杆的缺口面要对准下冲紧固螺钉。
2.1.3 把中模平稳放在中模台(序号8)上,同时使下冲进入中模的孔中,然后将中模板放在中模台上,借助中模板的三个紧固螺钉固定,但不要旋紧。
2.1.4 松开上冲紧固螺钉(序号24),将上冲(序号23)插入上冲导杆(序号25)的孔中,并要插到底,注意上冲杆的缺口面要对准上冲紧固螺钉,旋紧上冲紧固螺钉。
2.1.5 用手轻轻转动手动轮(序号6),使上冲慢慢下降进入中模孔中,若发生碰撞或摩擦,则调整中模板的位置,使上冲进入中模孔中。如果是异形模具,要先转动下冲和中模,调整好和上冲的入模位置后,再调整好中模板的位置,使上冲进入中模孔中。
2.1.6 顺序旋紧中模板的3个紧固螺钉,然后旋紧下冲紧固螺钉。
2.1.7 用于轻轻转动手动轮,观察上冲进入中模时有无碰撞或摩擦现象,若没有发生碰撞或摩擦方为安装合格,否则按上述方法重新调整直到合格为止。
2.2 出片的调整:
2.2.1 用手轻轻转动手动轮,使下冲上升到最高位置,旋松调节螺母紧固螺钉(序号9),用拨杆调整环形的调节螺母(序号10),使下冲的上表面与中模孔的上表面平齐或低于上表面百分之几毫米,旋紧调节螺母紧固螺钉。
2.2.2 用手转动手动轮,空车运转十余转,若机器运转正常,则可加料试压,进行下一步调整。
2.3 填充调整:
2.3.1旋松填充紧固手柄(序号15),顺时针旋转填充手轮(序号16)增大填充量,片剂重量增加;逆时针旋转填充手轮填充量减小,片剂重量减小,调整完成后,重新拧紧紧固手柄。
2.4 压力的调整及药片厚度的调整):
2.4.1 开紧固螺栓(序号3),从上往下看,利用调压扳手(专用工具)顺时针旋转齿轮轴(序号4),这时压片压力增大,药片的厚度减小;逆时针旋转齿轮轴,这时压片压力减小,药片的厚度增加。压力调整完成后将紧固螺栓旋紧。
2.4.2 用手转动手动轮,试压几个药片,检查药片的片重、硬度和光洁度,若合格即可进行电动压片。
3 使用注意事项
3.1 本机器只能按一定方向运转(皮带护罩上的箭头所示),不可反转,以免损坏机器。在压片调整时仍特别注意,不能疏忽。
3.2 机器设置的安全门(序号34)和外罩(序号53)不完全关闭时,电动机不启动。
3.3 每次调节完填充量与压力后,都须手摇试压几片,无问题后再通电压片。
3.4 皮带松紧调节:旋松电机座紧固螺栓(序号39),向下扳动电机座手柄(序号41)皮带涨紧,反之皮带变松,调整合适后注意锁紧电机座紧固螺栓。
3.5 无论手动压片或电动压片,在启动前均应使上冲处在上升位置然后再启动。若在上冲处于下降位置的情况下启动,则刚刚开始起动,上冲就进入中模压片.这时由于机器的转速还未升上去,惯性较小,容易发生顶车的情况。 (即上冲进入中模后由于药片的抗力而“顶死”,使机器停止运转。顶车时由于负荷较大,往往容易损坏机器上的零件)。
3.6 顶车后的处理办法
3.6.1 在电动压片时发生顶车情况,应立即关闭电源。
3.6.2 顶车情况较轻时,可用力扳转手动轮使上冲通过“死点”(但不可反转,以免料斗小车重复加料,造成更严重的顶车)。
3.6.3 只允许一人扳转手动轮,若顶车情况严重, —个人扳不动,则须按第3.6.4条处理办法。切不可两个人扳,以免过大的顶力损坏机器。
3.6.4 严重顶车时,将料斗小车拆除,反转手动轮将造成顶车的药片顶出(此时可反转一周),然后安装好料斗小车,重新调准药片厚度和硬度。
3.6.5 有时严重的顶车会使机器“顶死”(即手动轮扳转不动),此时请停止压片操作,不要自行拆动机器部件,由实验技术人员排除故障,然后重新调整机器。
3.7. 在压片过程中须经常检查药片质量(片重,硬度,表面光洁度等),及时调整。
3.8 压片前的配方及制料工艺对压片有很大的影响。如药料性质以及填料、粘结剂等辅料的配方,颗粒的情况(粉子的状况、颗粒松紧、粉粒比例、含水量等)都直接影响药片质量。并往往由于配料制粒不当而不能成片,甚至损坏机器。因此本机器不能用于半固体、潮湿、无颗粒极细粉子的压片。在使用中若发现压力已调得相当大仍压不成片或压成片但出现松片、碎片、麻点、掉粉等现象,应从配料制粒等方面找出原因加以解决。切不可一味调整加大压力,以至损坏机器。
4 维护与保养
4.1 各运动机件摩擦面的润滑是保证机器正常运转和延长使用寿命的重要环节,特别是各主要运动件(如偏心轮、主铀、皮带轮轴、凸轮轨道)若在缺油情况下干运转会迅速损坏而不能使用,因此压片机每次使用前必须将全部油杯、油孔和润滑面加上润滑油,并空车运转使各摩擦面布满油膜,然后投入使用。
4.2 每次使用前均须检查各螺丝是否松动,在工作中也应经常注意检查,如有松动,立即旋紧。以免发生故障。
4.3 在压片过程中须经常检查冲模质量,如发现有缺边,裂纹、变形或严重磨损,应及时更换,以免发生故障,损坏机器和影响片剂质量。
4.4 机器日常保持清洁,特别是压力部件、顶杆、连杆部分。每次工作完毕后,要仔细情理残留在料斗小车、副料斗、中模板、除粉盒、 上、中、下冲模上的物料,以免与下次工作的物料相混。
4.5 模具存在磨损缺陷要及时更换,认真检查中模边缘上是否有凹坑,上、下模有撞击痕迹要及时调整或换下,长时期不使用机器要把模具卸下保管。
注:本机器主电机为变频调速。最大产量适用于小片剂,若是异形片和大直经片产量应降至60片/分以下。同时可根据压片质量情况,进行调整,变频器的操作频率一般调为45—55Hz。